
%20(1)%20(1).png)

Hướng dẫn các bước lắp đặt, căn chỉnh tuabin hơi nước nhà máy nhiệt điện

A. GIỚI THIỆU CHUNG.
Bài viết này áp dụng cho việc lắp đặt turbine K – 300 – 170 (Power Machines – Cộng hoà liên bang Nga) với các thông số đặc trưng của turbine như bên dưới:
Công suất Turbine vận hành máy phát 300 MW (máy phát của hãng L/O "Electrosila") lắp đặt cùng trên móng với Turbine.
Tốc độ quay trục Max 3000 (vòng/phút).
Turbine thiết kế cilinder lắp đơn có ba phần cao, trung, hạ áp độc lập.
Phần cao áp.
Áp suất: P = 170 kgf/cm2 .
Nhiệt độ: T = 538oc.
Lưu lượng: 853.67 t/h.
Phần trung áp.
Áp suất: P = 38.9 kgf/cm2 .
Nhiệt độ: T = 538oc.
Lưu lượng: 835.57 t/h.
Phần hạ áp.
Áp suất: P = 35.79 kgf/cm2 .
Nhiệt độ: T = 324.4oc.
Lưu lượng: 759.4 t/h.
Nhiệt độ đường nước cấp : 245.4oc.
Nhiệt độ đường nước làm mát ở bình ngưng : 26oc.
Áp xuất hơi lớn nhất trong bình ngưng: 0.064 kgf/cm2 .
Lưu lượng nước làm mát: 38580 m3/h.
Trọng lượng tổng thể của Turbine: 888573 (kg).
Chiều dài của Turbine: 23000 mm.
Cao độ lắp đặt Turbine cốt 12000 mm.
Turbine có hệ thống bảo vệ, điều khiển thiết kế tự động.
B. DỤNG CỤ, THIẾT BỊ PHỤC VỤ LẮP ĐẶT TURBINE.
Ngoài dụng cụ phục vụ lắp đặt do bên lắp đặt cung cấp, một số dụng cụ chuyên dùng sẽ do nhà cung cấp thiết bị cấp theo hàng.
C. NHÂN LỰC PHỤC VỤ LẮP ĐẶT.
Kỹ sư: 04 người (đội trưởng 1 người).
Công nhân: TỔNG 150 người.
Bao gồm:
Tổ trưởng - 01 người.
Thợ lắp máy - 20 người.
Thợ nguội - 15 người
Thợ hàn - 10 người.
Thợ hàn hơi - 10 người.
Lái cầu trục - 04 người.
Thợ cầu chuyển - 04 người
Giúp việc - 2 người.
Trắc địa - 5 người.
D. CÁC BƯỚC LẮP ĐẶT TURBINE.
1. Chuẩn bị nhân lực, dụng cụ, vật tư , thiết bị thi công.
2. Nhận mặt bằng, kiểm tra lại móng trước khi lắp đặt.
3. Nhận hàng và tháo dỡ hòm thiết bị.
4. Vệ sinh, bảo dưỡng và kiểm tra ngoại dạng thiết bị.
5. Đặt chi tiết đặt sẵn cho turbine.
6. Lắp tấm đế phần cilinder hạ áp và gối đỡ.
7. Lắp cilinder nửa dưới hạ áp và gối đỡ.
8. Lắp rotor cao áp, trung áp, hạ áp.
9. Lắp nêm cố định.
10. Đổ chèn bê tông cho tấm đế.
11. Lắp đặt và căn chỉnh dâu chèn cho cao, trung, hạ áp.
12. Đậy nắp cilinder.
13. Nối khớp nối rotor và đậy nắp gối đỡ.
14. Lắp hệ thống ống cho turbine.
15. Lắp hệ thống bánh răng truyền động.
16. Lắp thiết bị và hệ thống ống cho đường dầu bôi trơn và dầu điều khiển.
17. Bảo ôn và lắp vỏ bao che turbine.
E. QUY TRÌNH LẮP ĐẶT TURBINE.
1. ĐẶT CHI TIẾT ĐẶT SẴN CHO TURBINE.
Các bước tiến hành đặt chi tiết đặt sẵn.
- Khảo sát, kiểm tra móng bê tông trước khi đặt chi tiết đặt sẵn (EMBEDDED BEDPLATE).
- Đục nhám bê tông.
- Tiến hành đặt chi tiết đặt sẵn theo vị trí và yêu cầu bản vẽ (Trong đó độ nghiêng là 0.2 mm trên 2000 mm, sai số vị trí là +10 mm).
Chi tiết đặt sẵn được căn chỉnh độ nghiêng bằng cách hàn 4 bu lông điều chỉnh như hình vẽ.

- Vệ sinh móng và đóng cốt pha.
- Đổ chèn bê tông cho chi tiết đặt sẵn.
- Bảo dưỡng bê tông sau khi đổ chèn.
2. LẮP ĐẶT TẤM ĐẾ CHO CILINDER HẠ ÁP VÀ CÁC GỐI ĐỠ.
Trước khi lắp đặt tấm đế cho cilinder hạ áp và gối đỡ cần kiểm tra lại bề mặt làm việc của chi tiết đặt sẵn, vị trí và độ nghiêng phù hợp dung sai trong yêu cầu kỹ thuật.
Vệ sinh, kiểm tra ngoại dạng, kích thước tấm đế trước khi lắp đặt.
Tấm đế đặt vào vị trí trên chi tiết đặt sẵn thông qua căn tạm để căn chỉnh cao độ, vị trí. Tấm đế xác định theo phương dọc và phương ngang trên cơ sở đường tâm Turbine (dung sai vị trí cho phép +0.5 mm), độ thăng bằng tấm đế kiểm tra bằng ni vô cơ khí độ chính xác 0.02 mm (dung sai độ nghiêng < 0.08 mm).
Khi lắp tấm đế tiến hành lắp bu lông móng cùng tấm đế, kiểm tra xem bu lông móng có tỳ vào lỗ bu lông móng không để có biện pháp sử lý ngay.
Kết thúc căn chỉnh xiết nhẹ bulông móng, sau khi xiết kiểm tra lại vị trí tấm đế.
3. LẮP ĐẶT VÀ CĂN CHỈNH CYLINDER NỬA DƯỚI VÀ GỐI ĐỠ.
Turbine gồm 3 phần cilinder hạ áp, cao áp, trung áp.
Cilinder cao áp có 2 phần nửa trên, nửa dưới tổng khối lượng 53223 (kg).
Cilinder trung áp có 2 phần nửa trên, nửa dưới tổng khối lượng 56113 (kg).
Cilinder hạ áp nửa dưới chia làm 3 khối, tổng khối lượng 203690 (kg).
Phần gối đỡ Turbine có 4 gối từ số 1 đến số 4 (từ turbine sang máy phát).
Các bước lắp đặt chính:
Nhận hàng và mở hòm thiết bị.
Vệ sinh sạch lớp dầu mỡ bôi bảo vệ.
Đánh, lau sạch các vết gỉ do trong thời gian vận chuyển.
Kiểm tra kích thước bao và ngoại dạng trước khi lắp đặt.
Khi cẩu cylinder và gối đỡ dùng pa lăng để căn chỉnh thiết bị. Thiết bị khi lắp phải đảm bảo thăng bằng, không lắc. Phương tiện cẩu lắp dùng cầu trục gian máy, người lái cầu trục và xi nhan cẩu phải có chứng chỉ, có kinh nghiệm trong công việc.
Lắp then dẫn hướng cho cilinder khi đã cố định cilinder trên tấm đế, kiểm tra khe hở và dung sai của then.
Căn chỉnh sơ bộ phần vỏ nửa dưới cilinder theo phương dọc, phương ngang, độ nghiêng và cao độ mặt bích cilinder.
Dùng thước cầu 5m kiểm tra độ nghiêng của cilinder ở các điểm xa nhau bằng ni vô cơ khí độ chính xác 0.02 mm.
Khi căn chỉnh độ nghiêng và cao độ cilinder sử dụng kích nêm đặt ở dưới tấm đế phân bố đều ở các điểm. Vị trí cilinder xác định bằng cách sử dụng dây căng tim, máy trắc địa. Sai số cho phép về vị trí +0.5 mm.
Cylinder cao, trung, hạ áp và gối đỡ được lắp trên tấm đế đã được căn chỉnh.
Lắp đặt và căn chỉnh cilinder và vỏ ổ đỡ cần có sự trợ giúp của tài liệu hướng dẫn kỹ thuật và một số phương tiện, dụng cụ lắp đặt chuyên dùng như: kích nêm, máy ngắm quang học..
Cilinder sau khi được căn chỉnh sơ bộ sẽ kiểm tra sự phân bố tải của cilinder trên móng thông qua bu lông có đồng hồ lực kế để cân tải các vị trí cilinder như hình vẽ.

Khi căn chỉnh phần vỏ cilinder kết thúc.
Tiến hành lắp và căn chỉnh cánh tĩnh, dâu chèn.
Công việc lắp đặt này phải có sự hướng dẫn tài liệu kỹ thuật, dung sai từng phần phải phù hợp yêu cầu bản vẽ.
Trình tự lắp:
- Lắp nửa dưới cylinder hạ áp.
Nửa dưới cilinder hạ áp chia làm 3 phần. Khi lắp cẩu từng phần và sẽ tổ hợp chúng trực tiếp trên tấm đế. Sau khi đặt các chốt kiểm tra xong rồi thì xiết chặt từng phần, kiểm tra vị trí, độ khít các phần về mặt thẳng đứng và ngang.
- Lắp gối đỡ phần hạ áp, trung áp, cao áp.
- Lắp nửa dưới cylinder trung áp.
- Lắp nửa dưới cylinder cao áp.
Chú ý:
Trong quá trình căn chỉnh tâm cilinder và vỏ ổ đỡ dùng biện pháp dây căng tim nhưng do chiều dài trục turbine dài dẫn đến dây có độ võng do đó kiểm tra không chính xác. Để khắc phục, khi đo ta cần tính đến độ võng của dây căng tim.
4. LẮP ĐẶT VÀ CĂN CHỈNH ROTOR CAO, TRUNG, HẠ ÁP.
Thông số chính của rotor:
Rotor cao áp. - chiều dài: 6311 mm.
- Đường kính lớn nhất: 1120 mm.
- Khối lượng : 13520 (kg).
Rotor trung áp. - chiều dài: 6762 mm.
- Đường kính lớn nhất: 2042 mm.
- Khối lượng : 18655 (kg).
Rotor hạ áp. - chiều dài: 9990 mm.
- Đường kính lớn nhất: 3820 mm.
- Khối lượng : 73100 (kg).
Sau khi đã kết thúc việc lắp đặt và căn chỉnh nửa dưới phần cao, trung, hạ áp và các gối đỡ. Tiến hành lắp ổ đỡ cho các gối đỡ công việc lắp đặt này dựa trên yêu cầu kỹ thuật và chỉ dẫn của nhà chế tạo. Bước tiếp lắp rotor cao áp, trung áp, hạ áp.
Khi lắp Rotor cần chú ý một số vấn đề sau:
- Tháo rỡ hòm thiết bị tránh va trạm. Vệ sinh rotor hết lớp dầu, mỡ bôi bảo vệ trước khi lắp đặt .
- Công việc chuẩn bị cho lắp rotor phải thực hiện chu đáo , kiểm tra lại ngoại dạng của cáp, mã lí, đòn gánh cẩu trước khi đem vào sử dụng (cáp, mã lí, đòn gánh cẩu đây là dụng cụ chuyên dùng được cấp bởi nhà cung cấp thiết bị ).
- Do cấu tạo đặc thù rotor, có phần cánh mỏng, cổ trục gia công tinh...vì vậy khi lắp cần chú ý không để va chạm giữa phần cánh động của rotor và cánh tĩnh của cylinder, mắc cáp vào cổ trục phải có lớp đệm tránh làm xước.
- Căn chỉnh sơ bộ độ đồng tâm giữa các trục sử dụng đồng hồ so có độ chính xác 0.01 (Đồng hồ so đã được kiểm định).
Đo khe hở giữa cánh tĩnh và cánh động dung sai khe hở của mỗi phần phải phù hợp với yêu cầu kỹ thuật và chỉ dẫn lắp đặt ( Hình bên dưới).

Đo khe hở dâu chèn cilinder.

Kiểm tra vị trí rotor theo hướng trục khi cần thiết đẩy cilinder hạ áp (khi căn chỉnh ưu tiên theo thứ tự cao áp - trung áp - hạ áp ).
Khi định tâm rotor cần kiểm tra độ đảo 2 mặt đầu của khớp nối trục trị số không vượt quá 0.02 mm. Khi kiểm tra 2 mặt đầu của khớp nối sẽ cố định với nhau bằng bu lông tạm để 2 rotor quay đồng thời. Khắc phục việc chỉnh tâm bằng cách thay
đổi tấm căn ở ổ trục.


Kiểm tra phản lực các trụ đỡ trên các chân ciliner cao áp, trung áp.
5. LẮP ĐẶT PHẦN NÊM CỐ ĐỊNH (PHẦN NÊM GIỮA CHI TIẾT ĐẶT SẴN VÀ BỆ MÓNG).
Các bước căn chỉnh rotor, cilinder đã kết thúc, lắp phần nêm cố định giữa chi tiết đặt sẵn và đế máy .
Khi thay phần nêm tạm, thay từng chi tiết bố trí các điểm cách xa nhau.Dùng dưỡng đo để lấy kích thước ở từng vị trí sau đó gia công.
Bề mặt tiếp xúc của nêm và giữa nêm với chi tiết đặt sẵn, tấm đế phải đảm bảo diện tích tiếp xúc > 80%.
Khi thao tác tránh tác động làm sai lệch sự căn chỉnh turbine.
Sau khi cố định tất cả các nêm. Kiểm tra và căn chỉnh lại cilinder, rotor rồi hàn đính nêm.
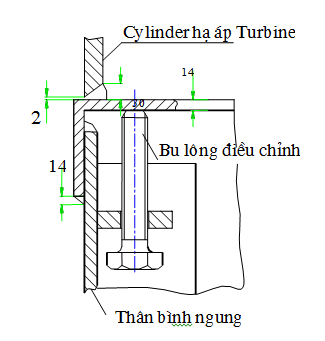
6. HÀN NỐI NỬA DƯỚI TURBINE HẠ ÁP VÀ BÌNH NGƯNG.
Khi hàn nối nửa dưới cylinder hạ áp với bình ngưng cần chú ý một số điểm sau:
Phải che đậy bên trong bình ngưng đảm bảo người có thể đi lại, thao tác làm việc trong đó. Không để xỉ hàn, dụng cụ rơi vào trong bình ngưng làm hư hỏng ống của thiết bị.
Đường hàn phía ngoài phải bắc giáo chắc chắn phục vụ cho công việc hàn và kiểm tra, khi làm việc trên cao phải đeo dây an toàn, trong quá trình hàn bên trong phải có quạt thông gió tránh ngạt, ánh sáng đảm bảo, giây hàn không hở.
Điều chỉnh khe hở hàn giữa bình ngưng và turbine là 2 – 3 mm bằng bu lông điều chỉnh ở bình ngưng.
Vệ sinh sạch đường hàn trước khi hàn.
Hàn theo trình tự bằng các đường hàn mỏng.
Hàn phân đoạn nghịch với khoảng cách 250 mm.
Không được phép biến dạng trong quá trình hàn, kiểm tra việc lắp cylinder hạ áp trên bệ đỡ bằng cách đặt đồng hồ xo trên cylinder kiểm tra độ ổn định cylinder.
Độ kín mối hàn sẽ được kiểm tra bằng phương pháp thẩm thấu.
Sau khi kết thúc hàn, vệ sinh sạch bên trong bình ngưng và đóng cửa.
7. ĐỔ CHÈN TẤM ĐẾ.
Cho phép đổ chèn bê tông móng sau khi đã hoàn thiện các công việc sau:
Kết thúc việc xiết bu lông móng, lắp đặt các then dẫn hướng giữa cylinder với tấm đế, chốt định vị giữa vỏ ổ đỡ với tấm đế.
Kết thúc việc lắp cylinder và ổ đỡ Turbine, căn chỉnh khớp nối, căn chỉnh khe hở vành chèn khí và vành chèn dầu.
Kiểm tra khe hở bề mặt tiếp xúc giữa cylinder hạ áp và vỏ ổ đỡ với chi tiết tấm đế của chúng.
Hàn bình ngưng với hạ áp Turbine.
Lắp đặt song máy phát.
Vệ sinh sạch bề mặt móng, tấm đế và chi tiết đặt sẵn.
Làm cốt pha (chú ý có phần ngăn giữa tấm đế cylinder và vỏ ổ đỡ).
Trước khi đổ chèn móng sẽ tưới nước, giữ ẩm 1 đến 2 ngày. Khi đổ phải tiến hành đổ liên tục, có đầm rung đảm bảo bê tông điền đầy, tạo thành một khối vững chắc.
Trong 5 ngày đầu bê tông được bảo dưỡng tưới nước liên tục. Tránh nứt, rỗ khi đổ chèn.
Chiều cao của bê tông thấp hơn mặt trên của tấm đế từ 20 – 30 mm.
Mác bê tông đảm bảo yêu cầu kỹ thuật, khi đổ phải được kiểm tra mẫu.
8. ĐẬY NẮP CYLINDER TURBINE.
Đậy nắp turbine thực hiện sau khi đã kết thúc căn chỉnh rotor, cilinder nửa dưới. Khe hở cánh tĩnh, cánh động và vành chèn hơi đã kiểm tra đảm bảo chỉ dẫn kỹ thuật.
Vệ sinh sạch bên trong cilider trước khi lắp.
Khi lắp chú ý cẩu cân hàng có pa lăng điều chỉnh, khoảng cách 2 mặt bích của 2 cilinder ở các điểm phải đều nhau.
Lắp chốt dẫn hướng phần nửa dưới cilinder, vệ sinh sạch mặt bích tiếp xúc 2 cilinder, bôi keo làm kín trước khi lắp.
Bắt bu lông và xiết bu lông 2 mặt bích. Khi xiết chia làm các bước sau:
Bước 1: Xiết bằng cánh tay đòn cho một người xiết chặt với bu lông M76 sử dụng cánh tay đòn 1-1.5 m. Bulông M100 đến M140 sử dụng cánh tay đòn 2 m.
Bước 2: Sau khi đã xiết bằng tay đòn, đánh dấu đai ốc rồi gia nhiệt bu lông và dùng cà lê đóng để xiết.
Bước 3: Khoá đai ốc.
Sau khi xiết song kiểm tra độ kín 2 mặt bích bằng thước nhét 0.03 mm và lấy số liệu.
Kết thúc việc đậy nắp cilinder kiểm tra và hiệu chỉnh lại khe hở , độ định tâm của rotor ở các phần trước khi chuyển bước tiếp theo.
Còn nữa ...
Các bạn tài bài viết full ở link đính kèm cuối bài.
NGUỒN: Tài liệu kỹ thuật - Tổng công ty lắp máy Việt Nam - Lilama
LINK 1 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 2 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 3 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 4 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
VIDEO THAM KHẢO:
Quá trình lắp ráp tuabin hơi nước nhà máy nhiệt điện
Hướng dẫn đậy nắp cylinder turbine hơi nước
TÀI LIỆU THAM KHẢO:
TÀI LIỆU - HƯỚNG DẪN LẮP ĐẶT TURBINE HƠI K- 300 - 170 (LILAMA)
A. GIỚI THIỆU CHUNG.
Bài viết này áp dụng cho việc lắp đặt turbine K – 300 – 170 (Power Machines – Cộng hoà liên bang Nga) với các thông số đặc trưng của turbine như bên dưới:
Công suất Turbine vận hành máy phát 300 MW (máy phát của hãng L/O "Electrosila") lắp đặt cùng trên móng với Turbine.
Tốc độ quay trục Max 3000 (vòng/phút).
Turbine thiết kế cilinder lắp đơn có ba phần cao, trung, hạ áp độc lập.
Phần cao áp.
Áp suất: P = 170 kgf/cm2 .
Nhiệt độ: T = 538oc.
Lưu lượng: 853.67 t/h.
Phần trung áp.
Áp suất: P = 38.9 kgf/cm2 .
Nhiệt độ: T = 538oc.
Lưu lượng: 835.57 t/h.
Phần hạ áp.
Áp suất: P = 35.79 kgf/cm2 .
Nhiệt độ: T = 324.4oc.
Lưu lượng: 759.4 t/h.
Nhiệt độ đường nước cấp : 245.4oc.
Nhiệt độ đường nước làm mát ở bình ngưng : 26oc.
Áp xuất hơi lớn nhất trong bình ngưng: 0.064 kgf/cm2 .
Lưu lượng nước làm mát: 38580 m3/h.
Trọng lượng tổng thể của Turbine: 888573 (kg).
Chiều dài của Turbine: 23000 mm.
Cao độ lắp đặt Turbine cốt 12000 mm.
Turbine có hệ thống bảo vệ, điều khiển thiết kế tự động.
B. DỤNG CỤ, THIẾT BỊ PHỤC VỤ LẮP ĐẶT TURBINE.
Ngoài dụng cụ phục vụ lắp đặt do bên lắp đặt cung cấp, một số dụng cụ chuyên dùng sẽ do nhà cung cấp thiết bị cấp theo hàng.
C. NHÂN LỰC PHỤC VỤ LẮP ĐẶT.
Kỹ sư: 04 người (đội trưởng 1 người).
Công nhân: TỔNG 150 người.
Bao gồm:
Tổ trưởng - 01 người.
Thợ lắp máy - 20 người.
Thợ nguội - 15 người
Thợ hàn - 10 người.
Thợ hàn hơi - 10 người.
Lái cầu trục - 04 người.
Thợ cầu chuyển - 04 người
Giúp việc - 2 người.
Trắc địa - 5 người.
D. CÁC BƯỚC LẮP ĐẶT TURBINE.
1. Chuẩn bị nhân lực, dụng cụ, vật tư , thiết bị thi công.
2. Nhận mặt bằng, kiểm tra lại móng trước khi lắp đặt.
3. Nhận hàng và tháo dỡ hòm thiết bị.
4. Vệ sinh, bảo dưỡng và kiểm tra ngoại dạng thiết bị.
5. Đặt chi tiết đặt sẵn cho turbine.
6. Lắp tấm đế phần cilinder hạ áp và gối đỡ.
7. Lắp cilinder nửa dưới hạ áp và gối đỡ.
8. Lắp rotor cao áp, trung áp, hạ áp.
9. Lắp nêm cố định.
10. Đổ chèn bê tông cho tấm đế.
11. Lắp đặt và căn chỉnh dâu chèn cho cao, trung, hạ áp.
12. Đậy nắp cilinder.
13. Nối khớp nối rotor và đậy nắp gối đỡ.
14. Lắp hệ thống ống cho turbine.
15. Lắp hệ thống bánh răng truyền động.
16. Lắp thiết bị và hệ thống ống cho đường dầu bôi trơn và dầu điều khiển.
17. Bảo ôn và lắp vỏ bao che turbine.
E. QUY TRÌNH LẮP ĐẶT TURBINE.
1. ĐẶT CHI TIẾT ĐẶT SẴN CHO TURBINE.
Các bước tiến hành đặt chi tiết đặt sẵn.
- Khảo sát, kiểm tra móng bê tông trước khi đặt chi tiết đặt sẵn (EMBEDDED BEDPLATE).
- Đục nhám bê tông.
- Tiến hành đặt chi tiết đặt sẵn theo vị trí và yêu cầu bản vẽ (Trong đó độ nghiêng là 0.2 mm trên 2000 mm, sai số vị trí là +10 mm).
Chi tiết đặt sẵn được căn chỉnh độ nghiêng bằng cách hàn 4 bu lông điều chỉnh như hình vẽ.
- Vệ sinh móng và đóng cốt pha.
- Đổ chèn bê tông cho chi tiết đặt sẵn.
- Bảo dưỡng bê tông sau khi đổ chèn.
2. LẮP ĐẶT TẤM ĐẾ CHO CILINDER HẠ ÁP VÀ CÁC GỐI ĐỠ.
Trước khi lắp đặt tấm đế cho cilinder hạ áp và gối đỡ cần kiểm tra lại bề mặt làm việc của chi tiết đặt sẵn, vị trí và độ nghiêng phù hợp dung sai trong yêu cầu kỹ thuật.
Vệ sinh, kiểm tra ngoại dạng, kích thước tấm đế trước khi lắp đặt.
Tấm đế đặt vào vị trí trên chi tiết đặt sẵn thông qua căn tạm để căn chỉnh cao độ, vị trí. Tấm đế xác định theo phương dọc và phương ngang trên cơ sở đường tâm Turbine (dung sai vị trí cho phép +0.5 mm), độ thăng bằng tấm đế kiểm tra bằng ni vô cơ khí độ chính xác 0.02 mm (dung sai độ nghiêng < 0.08 mm).
Khi lắp tấm đế tiến hành lắp bu lông móng cùng tấm đế, kiểm tra xem bu lông móng có tỳ vào lỗ bu lông móng không để có biện pháp sử lý ngay.
Kết thúc căn chỉnh xiết nhẹ bulông móng, sau khi xiết kiểm tra lại vị trí tấm đế.
3. LẮP ĐẶT VÀ CĂN CHỈNH CYLINDER NỬA DƯỚI VÀ GỐI ĐỠ.
Turbine gồm 3 phần cilinder hạ áp, cao áp, trung áp.
Cilinder cao áp có 2 phần nửa trên, nửa dưới tổng khối lượng 53223 (kg).
Cilinder trung áp có 2 phần nửa trên, nửa dưới tổng khối lượng 56113 (kg).
Cilinder hạ áp nửa dưới chia làm 3 khối, tổng khối lượng 203690 (kg).
Phần gối đỡ Turbine có 4 gối từ số 1 đến số 4 (từ turbine sang máy phát).
Các bước lắp đặt chính:
Nhận hàng và mở hòm thiết bị.
Vệ sinh sạch lớp dầu mỡ bôi bảo vệ.
Đánh, lau sạch các vết gỉ do trong thời gian vận chuyển.
Kiểm tra kích thước bao và ngoại dạng trước khi lắp đặt.
Khi cẩu cylinder và gối đỡ dùng pa lăng để căn chỉnh thiết bị. Thiết bị khi lắp phải đảm bảo thăng bằng, không lắc. Phương tiện cẩu lắp dùng cầu trục gian máy, người lái cầu trục và xi nhan cẩu phải có chứng chỉ, có kinh nghiệm trong công việc.
Lắp then dẫn hướng cho cilinder khi đã cố định cilinder trên tấm đế, kiểm tra khe hở và dung sai của then.
Căn chỉnh sơ bộ phần vỏ nửa dưới cilinder theo phương dọc, phương ngang, độ nghiêng và cao độ mặt bích cilinder.
Dùng thước cầu 5m kiểm tra độ nghiêng của cilinder ở các điểm xa nhau bằng ni vô cơ khí độ chính xác 0.02 mm.
Khi căn chỉnh độ nghiêng và cao độ cilinder sử dụng kích nêm đặt ở dưới tấm đế phân bố đều ở các điểm. Vị trí cilinder xác định bằng cách sử dụng dây căng tim, máy trắc địa. Sai số cho phép về vị trí +0.5 mm.
Cylinder cao, trung, hạ áp và gối đỡ được lắp trên tấm đế đã được căn chỉnh.
Lắp đặt và căn chỉnh cilinder và vỏ ổ đỡ cần có sự trợ giúp của tài liệu hướng dẫn kỹ thuật và một số phương tiện, dụng cụ lắp đặt chuyên dùng như: kích nêm, máy ngắm quang học..
Cilinder sau khi được căn chỉnh sơ bộ sẽ kiểm tra sự phân bố tải của cilinder trên móng thông qua bu lông có đồng hồ lực kế để cân tải các vị trí cilinder như hình vẽ.
Khi căn chỉnh phần vỏ cilinder kết thúc.
Tiến hành lắp và căn chỉnh cánh tĩnh, dâu chèn.
Công việc lắp đặt này phải có sự hướng dẫn tài liệu kỹ thuật, dung sai từng phần phải phù hợp yêu cầu bản vẽ.
Trình tự lắp:
- Lắp nửa dưới cylinder hạ áp.
Nửa dưới cilinder hạ áp chia làm 3 phần. Khi lắp cẩu từng phần và sẽ tổ hợp chúng trực tiếp trên tấm đế. Sau khi đặt các chốt kiểm tra xong rồi thì xiết chặt từng phần, kiểm tra vị trí, độ khít các phần về mặt thẳng đứng và ngang.
- Lắp gối đỡ phần hạ áp, trung áp, cao áp.
- Lắp nửa dưới cylinder trung áp.
- Lắp nửa dưới cylinder cao áp.
Chú ý:
Trong quá trình căn chỉnh tâm cilinder và vỏ ổ đỡ dùng biện pháp dây căng tim nhưng do chiều dài trục turbine dài dẫn đến dây có độ võng do đó kiểm tra không chính xác. Để khắc phục, khi đo ta cần tính đến độ võng của dây căng tim.
4. LẮP ĐẶT VÀ CĂN CHỈNH ROTOR CAO, TRUNG, HẠ ÁP.
Thông số chính của rotor:
Rotor cao áp. - chiều dài: 6311 mm.
- Đường kính lớn nhất: 1120 mm.
- Khối lượng : 13520 (kg).
Rotor trung áp. - chiều dài: 6762 mm.
- Đường kính lớn nhất: 2042 mm.
- Khối lượng : 18655 (kg).
Rotor hạ áp. - chiều dài: 9990 mm.
- Đường kính lớn nhất: 3820 mm.
- Khối lượng : 73100 (kg).
Sau khi đã kết thúc việc lắp đặt và căn chỉnh nửa dưới phần cao, trung, hạ áp và các gối đỡ. Tiến hành lắp ổ đỡ cho các gối đỡ công việc lắp đặt này dựa trên yêu cầu kỹ thuật và chỉ dẫn của nhà chế tạo. Bước tiếp lắp rotor cao áp, trung áp, hạ áp.
Khi lắp Rotor cần chú ý một số vấn đề sau:
- Tháo rỡ hòm thiết bị tránh va trạm. Vệ sinh rotor hết lớp dầu, mỡ bôi bảo vệ trước khi lắp đặt .
- Công việc chuẩn bị cho lắp rotor phải thực hiện chu đáo , kiểm tra lại ngoại dạng của cáp, mã lí, đòn gánh cẩu trước khi đem vào sử dụng (cáp, mã lí, đòn gánh cẩu đây là dụng cụ chuyên dùng được cấp bởi nhà cung cấp thiết bị ).
- Do cấu tạo đặc thù rotor, có phần cánh mỏng, cổ trục gia công tinh...vì vậy khi lắp cần chú ý không để va chạm giữa phần cánh động của rotor và cánh tĩnh của cylinder, mắc cáp vào cổ trục phải có lớp đệm tránh làm xước.
- Căn chỉnh sơ bộ độ đồng tâm giữa các trục sử dụng đồng hồ so có độ chính xác 0.01 (Đồng hồ so đã được kiểm định).
Đo khe hở giữa cánh tĩnh và cánh động dung sai khe hở của mỗi phần phải phù hợp với yêu cầu kỹ thuật và chỉ dẫn lắp đặt ( Hình bên dưới).
Đo khe hở dâu chèn cilinder.
Kiểm tra vị trí rotor theo hướng trục khi cần thiết đẩy cilinder hạ áp (khi căn chỉnh ưu tiên theo thứ tự cao áp - trung áp - hạ áp ).
Khi định tâm rotor cần kiểm tra độ đảo 2 mặt đầu của khớp nối trục trị số không vượt quá 0.02 mm. Khi kiểm tra 2 mặt đầu của khớp nối sẽ cố định với nhau bằng bu lông tạm để 2 rotor quay đồng thời. Khắc phục việc chỉnh tâm bằng cách thay
đổi tấm căn ở ổ trục.
Kiểm tra phản lực các trụ đỡ trên các chân ciliner cao áp, trung áp.
5. LẮP ĐẶT PHẦN NÊM CỐ ĐỊNH (PHẦN NÊM GIỮA CHI TIẾT ĐẶT SẴN VÀ BỆ MÓNG).
Các bước căn chỉnh rotor, cilinder đã kết thúc, lắp phần nêm cố định giữa chi tiết đặt sẵn và đế máy .
Khi thay phần nêm tạm, thay từng chi tiết bố trí các điểm cách xa nhau.Dùng dưỡng đo để lấy kích thước ở từng vị trí sau đó gia công.
Bề mặt tiếp xúc của nêm và giữa nêm với chi tiết đặt sẵn, tấm đế phải đảm bảo diện tích tiếp xúc > 80%.
Khi thao tác tránh tác động làm sai lệch sự căn chỉnh turbine.
Sau khi cố định tất cả các nêm. Kiểm tra và căn chỉnh lại cilinder, rotor rồi hàn đính nêm.
6. HÀN NỐI NỬA DƯỚI TURBINE HẠ ÁP VÀ BÌNH NGƯNG.
Khi hàn nối nửa dưới cylinder hạ áp với bình ngưng cần chú ý một số điểm sau:
Phải che đậy bên trong bình ngưng đảm bảo người có thể đi lại, thao tác làm việc trong đó. Không để xỉ hàn, dụng cụ rơi vào trong bình ngưng làm hư hỏng ống của thiết bị.
Đường hàn phía ngoài phải bắc giáo chắc chắn phục vụ cho công việc hàn và kiểm tra, khi làm việc trên cao phải đeo dây an toàn, trong quá trình hàn bên trong phải có quạt thông gió tránh ngạt, ánh sáng đảm bảo, giây hàn không hở.
Điều chỉnh khe hở hàn giữa bình ngưng và turbine là 2 – 3 mm bằng bu lông điều chỉnh ở bình ngưng.
Vệ sinh sạch đường hàn trước khi hàn.
Hàn theo trình tự bằng các đường hàn mỏng.
Hàn phân đoạn nghịch với khoảng cách 250 mm.
Không được phép biến dạng trong quá trình hàn, kiểm tra việc lắp cylinder hạ áp trên bệ đỡ bằng cách đặt đồng hồ xo trên cylinder kiểm tra độ ổn định cylinder.
Độ kín mối hàn sẽ được kiểm tra bằng phương pháp thẩm thấu.
Sau khi kết thúc hàn, vệ sinh sạch bên trong bình ngưng và đóng cửa.
7. ĐỔ CHÈN TẤM ĐẾ.
Cho phép đổ chèn bê tông móng sau khi đã hoàn thiện các công việc sau:
Kết thúc việc xiết bu lông móng, lắp đặt các then dẫn hướng giữa cylinder với tấm đế, chốt định vị giữa vỏ ổ đỡ với tấm đế.
Kết thúc việc lắp cylinder và ổ đỡ Turbine, căn chỉnh khớp nối, căn chỉnh khe hở vành chèn khí và vành chèn dầu.
Kiểm tra khe hở bề mặt tiếp xúc giữa cylinder hạ áp và vỏ ổ đỡ với chi tiết tấm đế của chúng.
Hàn bình ngưng với hạ áp Turbine.
Lắp đặt song máy phát.
Vệ sinh sạch bề mặt móng, tấm đế và chi tiết đặt sẵn.
Làm cốt pha (chú ý có phần ngăn giữa tấm đế cylinder và vỏ ổ đỡ).
Trước khi đổ chèn móng sẽ tưới nước, giữ ẩm 1 đến 2 ngày. Khi đổ phải tiến hành đổ liên tục, có đầm rung đảm bảo bê tông điền đầy, tạo thành một khối vững chắc.
Trong 5 ngày đầu bê tông được bảo dưỡng tưới nước liên tục. Tránh nứt, rỗ khi đổ chèn.
Chiều cao của bê tông thấp hơn mặt trên của tấm đế từ 20 – 30 mm.
Mác bê tông đảm bảo yêu cầu kỹ thuật, khi đổ phải được kiểm tra mẫu.
8. ĐẬY NẮP CYLINDER TURBINE.
Đậy nắp turbine thực hiện sau khi đã kết thúc căn chỉnh rotor, cilinder nửa dưới. Khe hở cánh tĩnh, cánh động và vành chèn hơi đã kiểm tra đảm bảo chỉ dẫn kỹ thuật.
Vệ sinh sạch bên trong cilider trước khi lắp.
Khi lắp chú ý cẩu cân hàng có pa lăng điều chỉnh, khoảng cách 2 mặt bích của 2 cilinder ở các điểm phải đều nhau.
Lắp chốt dẫn hướng phần nửa dưới cilinder, vệ sinh sạch mặt bích tiếp xúc 2 cilinder, bôi keo làm kín trước khi lắp.
Bắt bu lông và xiết bu lông 2 mặt bích. Khi xiết chia làm các bước sau:
Bước 1: Xiết bằng cánh tay đòn cho một người xiết chặt với bu lông M76 sử dụng cánh tay đòn 1-1.5 m. Bulông M100 đến M140 sử dụng cánh tay đòn 2 m.
Bước 2: Sau khi đã xiết bằng tay đòn, đánh dấu đai ốc rồi gia nhiệt bu lông và dùng cà lê đóng để xiết.
Bước 3: Khoá đai ốc.
Sau khi xiết song kiểm tra độ kín 2 mặt bích bằng thước nhét 0.03 mm và lấy số liệu.
Kết thúc việc đậy nắp cilinder kiểm tra và hiệu chỉnh lại khe hở , độ định tâm của rotor ở các phần trước khi chuyển bước tiếp theo.
Còn nữa ...
Các bạn tài bài viết full ở link đính kèm cuối bài.
NGUỒN: Tài liệu kỹ thuật - Tổng công ty lắp máy Việt Nam - Lilama
LINK 1 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 2 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 3 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 4 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
VIDEO THAM KHẢO:
Quá trình lắp ráp tuabin hơi nước nhà máy nhiệt điện
Hướng dẫn đậy nắp cylinder turbine hơi nước
TÀI LIỆU THAM KHẢO:
TÀI LIỆU - HƯỚNG DẪN LẮP ĐẶT TURBINE HƠI K- 300 - 170 (LILAMA)

.png "Hướng dẫn download ti liệu")
%20(1).png "Hướng dẫn download ti liệu")
.png)




.png "Hướng dẫn, hỗ trợ tìm kiếm tài liệu học tập và tư vấn hỏi đáp")
.png "SÁCH - Cẩm nang thợ điện học - Từ phổ thông tới thợ điện (Nguyễn Văn Phong) Full")
")
.png "Đáp Án 50 câu trắc nghiệm khóa học cho gv và cbql các trường mầm non, phổ thông về giáo dục giới tính (Full)")
.png "Gói Hội Viên EBOOKBKMT - Hỗ trợ tìm kiếm tài liệu nhanh nhất, ưu tiên cho Hội Viên EBOOKBKMT")



Không có nhận xét nào: