
%20(1)%20(1).png)

GÓC KỸ THUẬT - Hướng dẫn các bước hàn ống nhựa HDPE (Kèm Video tham khảo)

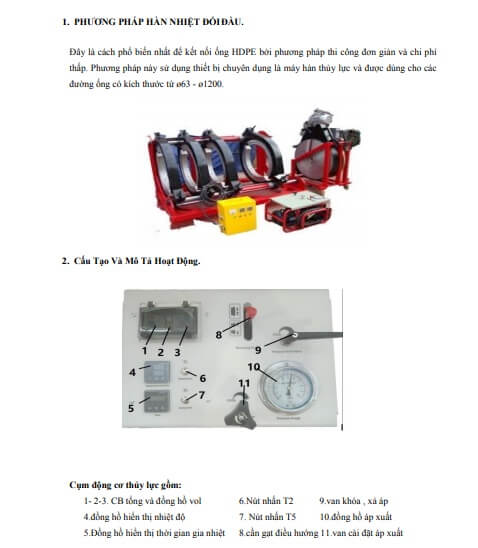
Máy hàn ống nhựa HDPE bao gồm 3 modul riêng biệt sử dụng cho phương pháp hàn nhiệt đối đầu.
Máy bao gồm các dạng modul như sau:
+ Thứ nhất là phần thiết bị hàn
+ Thứ hai là phần cấp thủy lực
+ Thứ ba là phần gia nhiệt.
A. Quy trình hàn ống nhựa HDPE
Bước 1: Chuẩn bị máy.
- Kiểm tra đầy đủ thiết bị của máy.

"Click vào để xem ảnh gốc với chất lượng tốt hơn"
- Lắp bộ thủy lực ( đối với máy thủy lực) , điện máy bào và đĩa gia nhiệt.

"Click vào để xem ảnh gốc với chất lượng tốt hơn"


"Click vào để xem ảnh gốc với chất lượng tốt hơn"
- Điều chỉnh áp lưc của bộ thủy lực phù hợp với loại ống (theo bản bên dưới).

"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Bước 2: lắp ống và tinh chỉnh độ lệch tâm.

"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Lưu ý:
Đây là bước quan trọng nhất trong quá trình hàn ống. Độ lệch tâm càng nhỏ (độ khít giữa 2 mép ống) thì mối hàn càng đẹp và đảm bảo chất lượng.


"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Bước 3: Sử dụng máy bào làm phẳng bề mặt hàn.

"Click vào để xem ảnh gốc với chất lượng tốt hơn"
- Sau khi lắp máy bào và cài chốt an toàn. Ta khởi động máy bào và ép từ từ 2 bề mặt ống vào máy bào và giữ đến khi máy bào 2 bên bề mặt hàn ra những sợi HDPE đều liên tục không bị đứt đoạn. Sau đó để yên (không lực ép) vài giây để máy bào không để lại ba khía cạnh rồi mới tắt máy bào và trả ống về vị trí bạn đầu.
- Dùng mắt và tay kiểm tra độ phẳng của bề mặt. Nếu chưa đạt tiếp tục bào lại.
- Sau khi bào xong thì dùng khăn lau sạch bề mặt hàn.
- Kiểm tra lại độ lệch tâm.
Bước 4: Gia nhiệt và thời gian ngâm nhiệt.

"Click vào để xem ảnh gốc với chất lượng tốt hơn"
- Kiểm tra nhiệt độ trên đĩa gia nhiệt (210oC) trước khi cho vào máy. Sau đó ép chắc 2 bề mặt hàn vào đĩa gia nhiệt theo đúng thời gian ngâm nhiệt theo bảng bên dưới.

"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Bước 5: Hàn ống và làm nguội.
- Sau khi kết thúc thời gian ngâm nhiệt cần nhanh chóng nới ống ra để tháo đĩa gia nhiệt và ép lại bằng áp suất chỉnh ban đầu ( thời gian thao tác không quá 5s) sau đó giữ nguyên áp suất đó trong thời gian tối thiểu bằng thời gian làm nguội ống theo bảng bên dưới.


"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Lưu ý:
Quá trình làm nguội phải là quá trình tự nhiên không được sử dụng các chất làm mát như nước, dung môi … để rút ngắn quá trình.
Bước 6: Kiểm tra chất lượng mối hàn.
- Mối hàn đạt chất lượng là viền hàn phải đều đẹp và ôm sát vào 2 bên thành ống.

Mối hàn đạt chuẩn
- Tuy nhiên nhiều lý do khách quan như môi trường thi công nhiều bụi bẩn, điện áp không ổn định hoặc do tay nghề của công nhân chưa thành thạo vẫn tạo ra những lỗi cơ bản như:
Bề mặt gia nhiệt bị khô, do phần gia nhiệt bị nguội nhanh trước khi hàn làm mối hàn dễ gãy ở mặt tiếp xúc. Phần nóng chảy phía ngoài có thể vẫn tốt nhưng phần kết dính phía trong kém, làm cho mối nối không tốt, dễ gãy.



"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Ống không thẳng tâm, cùng với áp suất hàn cao tạo nên cạnh hàn sắc nhọn. Sai hỏng này tạo ra ứng suất gãy và làm giảm độ bền của mối hàn.

"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Bề mặt gia nhiệt bị bẩn. Vùng nóng chảy tạo ra khuyết tật dạng khe hở. Mối hàn không đảm bảo.
Chiều cao mối hàn cho phép:


LINK 1 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 2 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 3 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 4 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 2 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 3 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 4 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
NGUỒN THAM KHẢO: (Hoa Sen Group)
B. Hướng dẫn sử dụng máy hàn ống HDPE thủy lực (XMTK - 9000)






"Click vào để xem ảnh gốc với chất lượng tốt hơn"
HƯỚNG DẪN QUY TRÌNH HÀN ỐNG HDPE (Nhựa hoa sen).

Bảng quy trình hàn ống HDPE D90mm - D315mm
VIDEO THAM KHẢO:
Hướng dẫn hàn ống HDPE bằng máy hàn thủy lực XMTK - 5000
Chúc các bạn thành công!
Máy hàn ống nhựa HDPE bao gồm 3 modul riêng biệt sử dụng cho phương pháp hàn nhiệt đối đầu.
Máy bao gồm các dạng modul như sau:
+ Thứ nhất là phần thiết bị hàn
+ Thứ hai là phần cấp thủy lực
+ Thứ ba là phần gia nhiệt.
A. Quy trình hàn ống nhựa HDPE
Bước 1: Chuẩn bị máy.
- Kiểm tra đầy đủ thiết bị của máy.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
- Lắp bộ thủy lực ( đối với máy thủy lực) , điện máy bào và đĩa gia nhiệt.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
- Điều chỉnh áp lưc của bộ thủy lực phù hợp với loại ống (theo bản bên dưới).
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Bước 2: lắp ống và tinh chỉnh độ lệch tâm.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Lưu ý:
Đây là bước quan trọng nhất trong quá trình hàn ống. Độ lệch tâm càng nhỏ (độ khít giữa 2 mép ống) thì mối hàn càng đẹp và đảm bảo chất lượng.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Bước 3: Sử dụng máy bào làm phẳng bề mặt hàn.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
- Sau khi lắp máy bào và cài chốt an toàn. Ta khởi động máy bào và ép từ từ 2 bề mặt ống vào máy bào và giữ đến khi máy bào 2 bên bề mặt hàn ra những sợi HDPE đều liên tục không bị đứt đoạn. Sau đó để yên (không lực ép) vài giây để máy bào không để lại ba khía cạnh rồi mới tắt máy bào và trả ống về vị trí bạn đầu.
- Dùng mắt và tay kiểm tra độ phẳng của bề mặt. Nếu chưa đạt tiếp tục bào lại.
- Sau khi bào xong thì dùng khăn lau sạch bề mặt hàn.
- Kiểm tra lại độ lệch tâm.
Bước 4: Gia nhiệt và thời gian ngâm nhiệt.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
- Kiểm tra nhiệt độ trên đĩa gia nhiệt (210oC) trước khi cho vào máy. Sau đó ép chắc 2 bề mặt hàn vào đĩa gia nhiệt theo đúng thời gian ngâm nhiệt theo bảng bên dưới.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Bước 5: Hàn ống và làm nguội.
- Sau khi kết thúc thời gian ngâm nhiệt cần nhanh chóng nới ống ra để tháo đĩa gia nhiệt và ép lại bằng áp suất chỉnh ban đầu ( thời gian thao tác không quá 5s) sau đó giữ nguyên áp suất đó trong thời gian tối thiểu bằng thời gian làm nguội ống theo bảng bên dưới.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Lưu ý:
Quá trình làm nguội phải là quá trình tự nhiên không được sử dụng các chất làm mát như nước, dung môi … để rút ngắn quá trình.
Bước 6: Kiểm tra chất lượng mối hàn.
- Mối hàn đạt chất lượng là viền hàn phải đều đẹp và ôm sát vào 2 bên thành ống.
Mối hàn đạt chuẩn
- Tuy nhiên nhiều lý do khách quan như môi trường thi công nhiều bụi bẩn, điện áp không ổn định hoặc do tay nghề của công nhân chưa thành thạo vẫn tạo ra những lỗi cơ bản như:
Bề mặt gia nhiệt bị khô, do phần gia nhiệt bị nguội nhanh trước khi hàn làm mối hàn dễ gãy ở mặt tiếp xúc. Phần nóng chảy phía ngoài có thể vẫn tốt nhưng phần kết dính phía trong kém, làm cho mối nối không tốt, dễ gãy.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Ống không thẳng tâm, cùng với áp suất hàn cao tạo nên cạnh hàn sắc nhọn. Sai hỏng này tạo ra ứng suất gãy và làm giảm độ bền của mối hàn.
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
Bề mặt gia nhiệt bị bẩn. Vùng nóng chảy tạo ra khuyết tật dạng khe hở. Mối hàn không đảm bảo.
Chiều cao mối hàn cho phép:
LINK 1 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 2 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 3 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 4 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 2 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 3 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
LINK 4 - TÌM KIẾM SÁCH/TÀI LIỆU ONLINE (GIÁ ƯU ĐÃI NHẤT)
NGUỒN THAM KHẢO: (Hoa Sen Group)
B. Hướng dẫn sử dụng máy hàn ống HDPE thủy lực (XMTK - 9000)
"Click vào để xem ảnh gốc với chất lượng tốt hơn"
HƯỚNG DẪN QUY TRÌNH HÀN ỐNG HDPE (Nhựa hoa sen).
Bảng quy trình hàn ống HDPE D90mm - D315mm
VIDEO THAM KHẢO:
Hướng dẫn hàn ống HDPE bằng máy hàn thủy lực XMTK - 5000
Chúc các bạn thành công!
.png)
.png "Hướng dẫn download ti liệu")
.png "Hướng dẫn download ti liệu")
.png)




.png "Hướng dẫn, hỗ trợ tìm kiếm tài liệu học tập và tư vấn hỏi đáp")
.png "SÁCH - Cẩm nang thợ điện học - Từ phổ thông tới thợ điện (Nguyễn Văn Phong) Full")
.png "SÁCH - Công nghệ chế biến thực phẩm (Lê Văn Việt Mẫn Cb) Full")
.png "SÁCH + GIÁO TRÌNH - Kỹ thuật phản ứng (Ngô Thị Nga) Full")
.png "Marketing and Smart Technologies - Proceedings of ICMarkTech (Full Volume)")



Không có nhận xét nào: